前回の記事ではACT用DPSモニターをPCB基板で作成したのですが、今回はこの電子回路を収納するケースを3Dプリンタで製作する過程に関する記事です。

FDM方式の3DプリンタBambu Lab A1 miniを購入
中国のメーカーであるBambu LabのA1 miniという製品は、初心者向け3Dプリンタとして大ヒットしています。
とにかく初心者は迷ったらこれを買っておけと言われるぐらいの製品で、私も3Dプリンタなんぞ今回初めて購入したのですが、やはり今の世の中、あらゆるステマが横行しているためかなり迷いました。
私が最終的にこの製品に決めた主な理由は以下です。
- 3万円を切る価格で、そこまで高くない
- 本体の大きさがコンパクトで、そこまで場所を取らない
- FDM方式なので、そこまで面倒くさくなさそう
- ネット上でネガティブなレビューを全く見ない
3万円を切る価格で、そこまで高くない
3Dプリンタというのは数年前と比べるとかなり一般的になってきたとは言え、まだまだマニアックな機械という感は否めません。
ちょっと前は値段も数十万円していた記憶があるのですが、昨今はほぼ中国メーカーが市場を席捲しており、以前とはうって変わってかなり安くなっています。
Bambu Lab A1 miniは、ベーシックセットなら常に3万円弱の値段で売られています。
ほんの数年前に数十万円していたのを知っている身としては「え、そんな安物って使い物になるの?やっぱりそこそこ高いやつを買わないと満足いく結果にならないんじゃないの?」という疑念を抱きます。
なのでアフィブログやYouTuberの動画をいろいろ見たのですが、やはり「ネットの嘘つき共に騙されて買ってみたはいいがポンコツだったら腹立つし、処分も面倒なでかいゴミになってしまうんだよな…」と躊躇していました。
そんなバクチめいた状況で、最初から高い製品を買う気にはなれません。
そういう点で、もし失敗しても3万弱ならまぁ許せるか、というのがBambu Lab A1 miniを選んだ最も大きな理由です。
結果から言うと、テクノロジーの進化スピードと中国企業のパワーというのが凄くて、少なくともBambu Lab A1 miniに関しては、今回のようなそれなりに精度の高い出力を求められるケースを製作する、という用途においても全く問題ない製品でした。
本体の大きさがコンパクトで、そこまで場所を取らない
3Dプリンタって使わない時でも常に場所を取ります。
最近の製品はプリント精度も相当高い(0.*ミリというレベル)ので、本体そのものの振動が出力結果に影響します。
なので、まず接地面の安定性が求められますし、設置後は初期セットアップとして振動に対するキャリブレーションを行います。
当然、設置場所を変えたら都度キャリブレーションを行う必要があります。
つまり、基本的に1度安定した場所に設置したら、2度と動かさないという前提の機械です。
という事は、年に1回使うかどうか、という人なら使わない時は倉庫にしまっておく、という運用も可能かも知れませんが、趣味として年に数回使う、という中途半端な使用頻度の場合でも、常に置いたままにしておく必要があって場所を取る、という事になります。
また、3DプリンタはFDM方式でも光造形方式でも、出力できる造形物の大きさはプリンタ本体の大きさに比例する、という原則があります。
なので、3Dプリンターの各製品はニーズに合わせて本体の大きさにもバリエーションがあります。
Bambu Lab A1 miniは、本体サイズが約347×315×365mmです。
出力は最大180×180×180mmの造形が可能で、本体の重量は5.5Kgです。
もちろん設置スペースには上下左右に余裕が必要ですが、これぐらいのサイズと重量なら導入ハードルはかなり低いと言えます。
FDM方式なので、そこまで面倒くさくなさそう
3Dプリンターの種類は、現在、造形方式によって主に5つ存在しています。
- 熱溶解積層方式(FDM方式)
- 光造形方式
- インクジェット方式
- 粉末焼結方式
- 粉末固着(接着)方式
しかし、この中で3~5は業務用の500万円以上する製品しか存在せず、一般ユーザー向けの3Dプリンターと言えば実質、
- 熱溶解積層方式(FDM方式)
- 光造形方式
の2種類となります。
この2種類は値段もそれほど大差が無く、どちらもグレードによって数万円~数十万円という価格帯で販売されています。
価格帯は同じですが、出力方式が異なることで製品の特長が大きく異なり、
- FDM方式=造形品質はそれなりで、積層は視認できるレベルだが、扱い、メンテナンスが楽。トライ&エラーを繰り返す場合に有利。
- 光造形方式=4K,8K対応製品になると造形品質が非常に高精細で、滑らかな出力結果が得られる。但しレジンという液体を紫外線で固める方式のため、扱いが非常に面倒。トライ&エラーを繰り返すような場合には全く向かない。品質を最重要視する模型やフィギュアの出力用。
というのが私の理解です。
実用品を造るならFDM方式、完全趣味のモデラー用途なら光造形方式、という事かと思います。
Bambu Lab A1 miniは先にも書いた通り、初心者が最初に買う3Dプリンターならこれで間違いない、と言われている通りFDM方式です。
私の目的は、実用に耐えうる強度・精度の電子機器ケースを出力したい、というものなのでFDM方式がマッチします。
なにより、光造形方式のプリンターで模型を出力している動画をYouTubeで見ると「イヤこんな面倒な事毎回やってられるか」という恐ろしい工程になっていますので、FDM方式以外には考えられません。
ネット上でネガティブなレビューを全く見ない
Bambu Labというメーカーの製品全てにおいて言えるのですが、ネット上ではポジティブなレビューが多いです。
特にA1 miniに関しては「初心者でも簡単に使える、初めての3Dプリンター」というコンセプトが明確であり、ネガティブなレビューを全くと言っていいほど見ません。
もちろんインターネッツは嘘つきの巣窟なので鵜呑みにするわけにはいかないのですが、それにしてもA1 miniに関しては絶賛している人があまりに多いです。
ネガティブな点もきちんと言うレビュアーの意見を見ても、特にケチを付ける点が無くて逆に困っているような状態です。
実際私も、この製品を購入して以来300回以上は出力を行ったのですが、まさに「ケチを付ける点が見当たらない」としか言いようがありません。
箱出しの状態で電源につなぎ、液晶メニューからワンクリックで最初のキャリブレーションを行ったら、もう後は3Dモデルをプリントするだけです。
3Dプリンターというのは可動部が多く、実はメンテンナンスフリーではありません。
300回程度プリントすると、プリンターの液晶画面に「メンテナンスの時期です」と通知されるのですが、メンテナンス作業自体はそんなに面倒なものでもなく、可動部に専用のオイルを塗る程度です。
3Dプリンターを初めて購入した人間が箱を開けてから30分で、最初のテストプリントまで何のトラブルもなく完了できる、という手軽さがBambu Lab A1 miniの1番の売りで、これがネガティブなレビューを全く見ない理由だと思います。
Bambu Lab A1 miniでDPSモニター用ケースを出力する手順
今回のDPSモニター用ケースを出力する手順ですが、以下のようになります。
- Blenderで3Dモデルをモデリング
- BlenderからSTL形式でエキスポート
- Bambu StudioにSTLを読み込み、スライシング
- .3mfデータをプリンターに送る
- プリント開始
Blenderで3Dモデルをモデリング
まずは実寸大で3Dモデルを作成します。
モデラーは別にBlenderに限りませんが、データをSTLフォーマットで出力する必要があります。
BlenderにはSTLへのエキスポーターが無料で提供されていますし、今現在、無料の3DモデリングツールではBlenderが天下を取っているという事もあり、私はBlenderでケースをモデリングしました。
モデリングの際には気を付けるべき点があります。
最終的に3Dプリンターに読み込ませるフォーマット(.3mf)に変換するのですが、その際「破綻したデータ」が含まれないようにしなければなりません。
「破綻したデータ」というのは具体的には「どの面にも属さない点や辺」「平面ではない多角形ポリゴン」「同一平面上に重なり合ったポリゴン」等です。
こういったデータは、モデルを最終的に画像にレンダリングするだけならそれほど問題ならなかったりするので放置されがちなんですが、3Dプリンターの入力データとしてはNGです。
要は物理世界で存在しえないようなデータはプリントできないという事ですね。
こういった破綻データが含まれていると、Bambu Studio上で3Dプリンターへ送るデータ形式(.3mf)へコンバートする際にエラーが出力されます。
エラーが出た場合でも、Bambu Studio上で自動エラー修復する事が可能なんですが、この機能による修復では失敗することがあり、失敗すると修復後のモデル形状が破綻したり、モデル全体が消え失せたりしてプリントできません。
Blenderには、3Dプリント用のデータとして問題ないかをチェックするためのプラグインがあります。
プラグインは3D Printというそのまんまの名前で、有効化すると画面右端のタブから機能にアクセスできます。
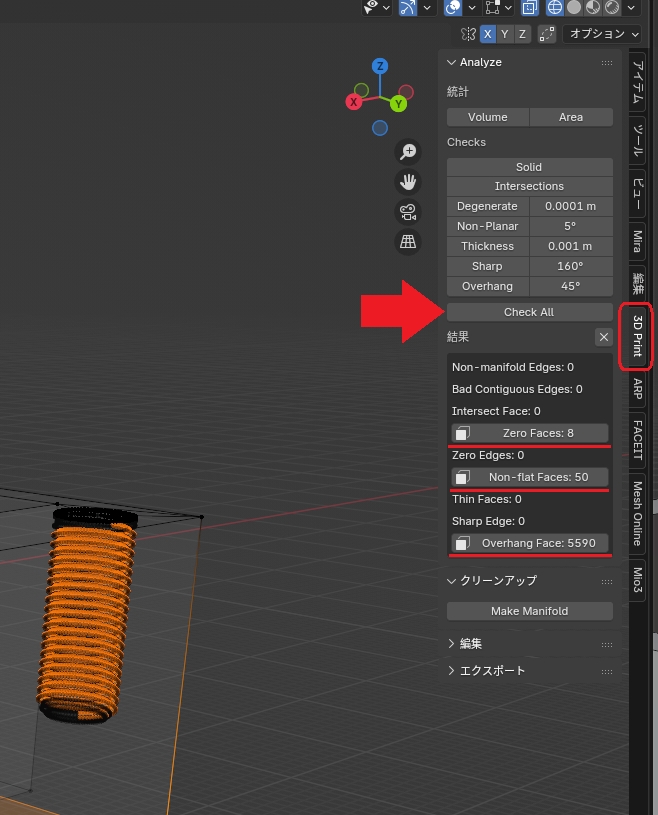
オブジェクトを選択した状態でCheck Allボタンを押すと、モデルデータを検査してくれます。
上は今回製作したケースのモデルデータをチェックした結果なんですが、
- Zero Faces:8
- Non-flat Faces:50
- Overhang Faces:5590
という3項目に結構な数の警告が出ています。
Zero Facesはどの面にも使用されていない頂点あるいは辺、Non-flat Facesは非平面のポリゴン、Overhang Facesはオーバーハング状態=支えが無く突き出した、面法線が下を向いている面、という意味ですね。
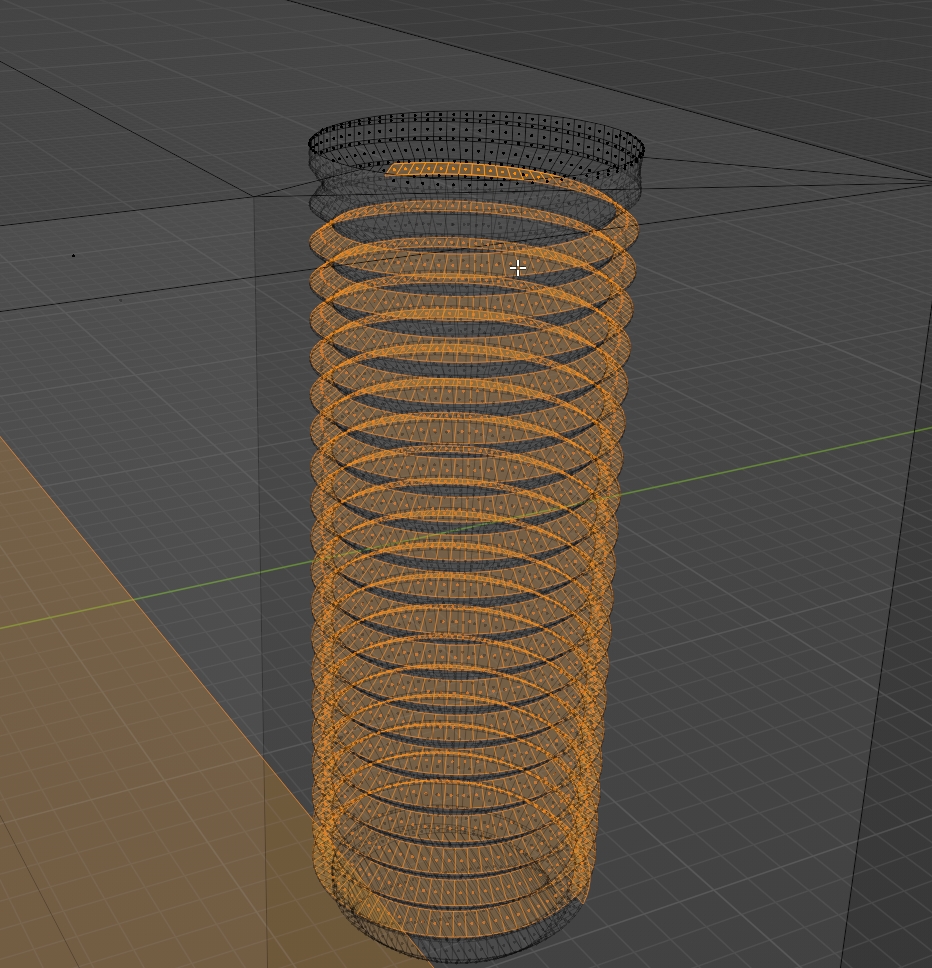
Blenderを編集モードにした状態でで3D PrintプラグインのOverhang Facesをクリックすると、オーバーハング状態のポリゴンが選択された状態になります。
床面と、ネジ穴の下向きの面が指摘されていますね。
しかし、これらが指摘されていたからと言って、必ず全ての指摘箇所を修正しなければならないかというと、そんな事はありません。
もちろん、可能であれば3D Printプラグインの警告は全て0に修正するのが理想ですが、特にOverhang Facesなんて直しようがありません。
STL出力前に必ず直す必要があるのは、Non-manifold Edgesに指摘があった場合です。
このデータではNon-manifold Edgesが0なので、そのままSTL形式でエキスポートしました。
Bambu StudioにSTLを読み込み、スライシング
出力したSTLをBambu Studioにドラッグ&ドロップします。
STLデータを読み込ませたら、プレートの種類やノズル径、フィラメント種類、積層ピッチ等のパラメータを入力します。

私は、本番出力の際には上のような値を設定しています。
パラメータ設定後、ツール右上のスライスボタンを押すと、スライシングデータ(.3mf)が作成されます。
STLデータに問題がある場合は、右下にその旨が表示されます。
エラー表示が無く、右下にスライス完了と表示されれば成功です。
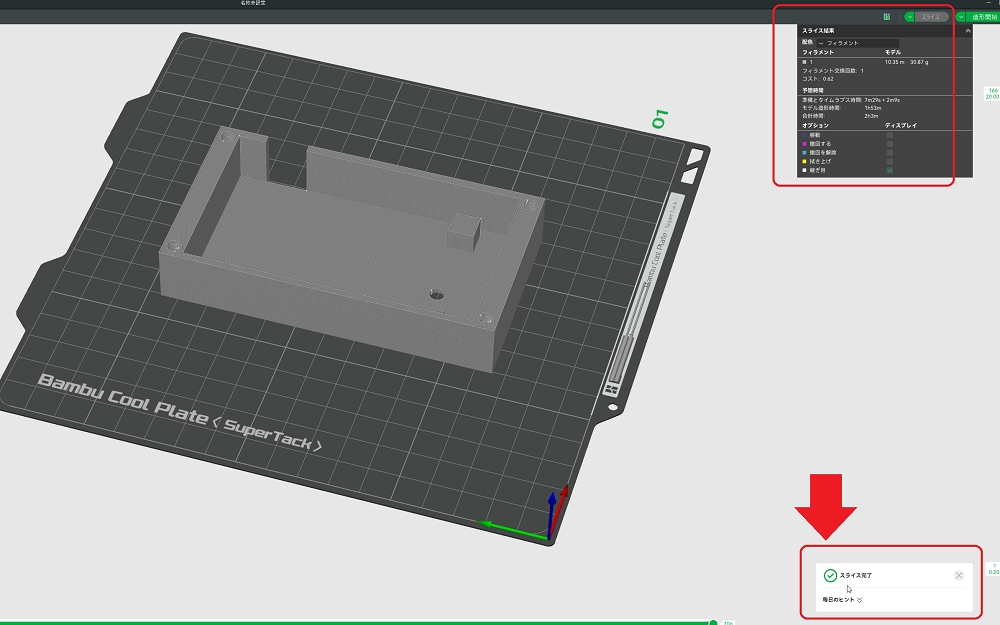
このデータはBlender上の3D Printプラグインでは、Non-manifold Edges以外の項目について多数の指摘がありましたが、スライシングには問題無いようです。
ここまでくれば後はプリントを開始し、出来上がりを待つだけです。
スライシング時にデータに問題があると検出された場合、「データを修復する?」というボタンが現れるのですが、このボタンを押して修復するのはあまりお勧めしません。
Bambu Studio側で修復を実行すると、モデル形状が大きく崩れたり、モデルが画面上から消え失せたりする事があるので、スライシング時にデータエラーを指摘された場合は、私は必ずBlenderに戻って元データの方を修正しています。
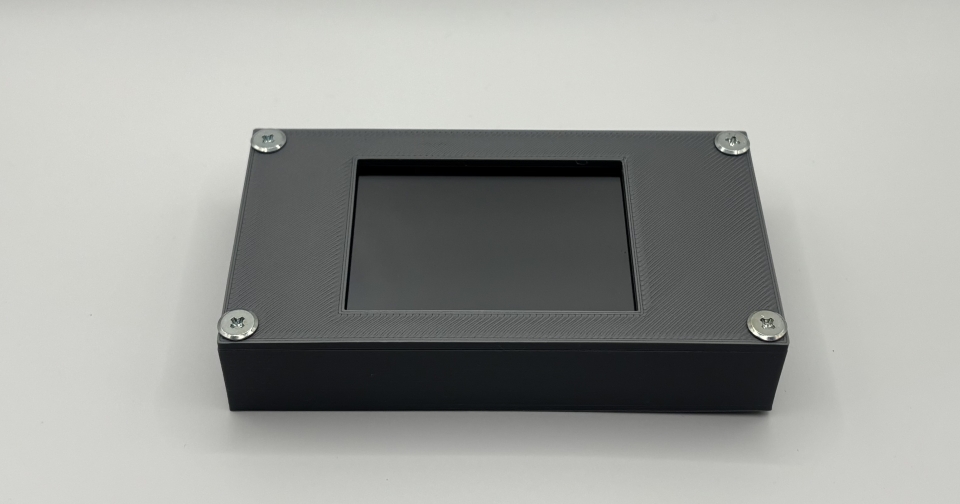
ケース完成

ケース本体と蓋を同時にプリントして大体3時間ぐらいかかります。
FDM方式は、プリントを開始したら後は放置しておけばいいだけなので楽ですね。
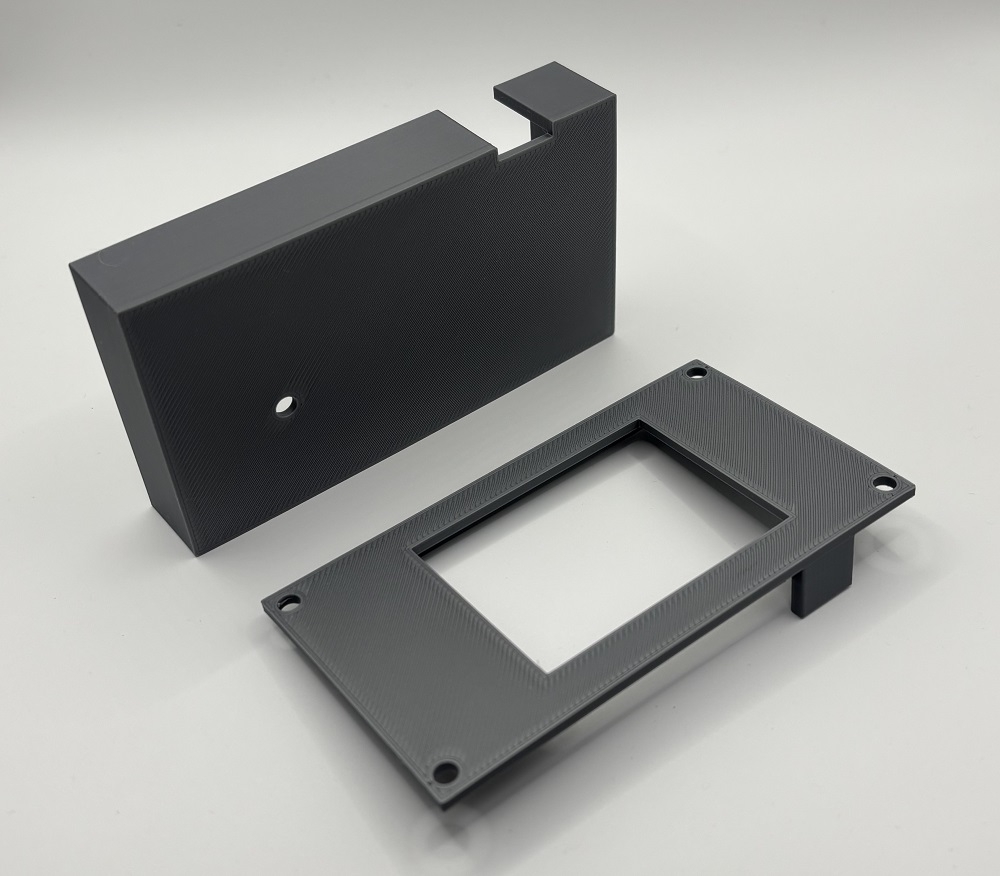
底面の穴はリセット用のタクトスイッチのためです。
蓋はM4x21mmのネジで留めるようになっています。
M4ネジ穴の螺旋形状が出力精度的に大丈夫か?と懸念していたのですが、デフォルトの0.4mmノズルでもちゃんとネジ穴として機能する程度の精度は出ています。
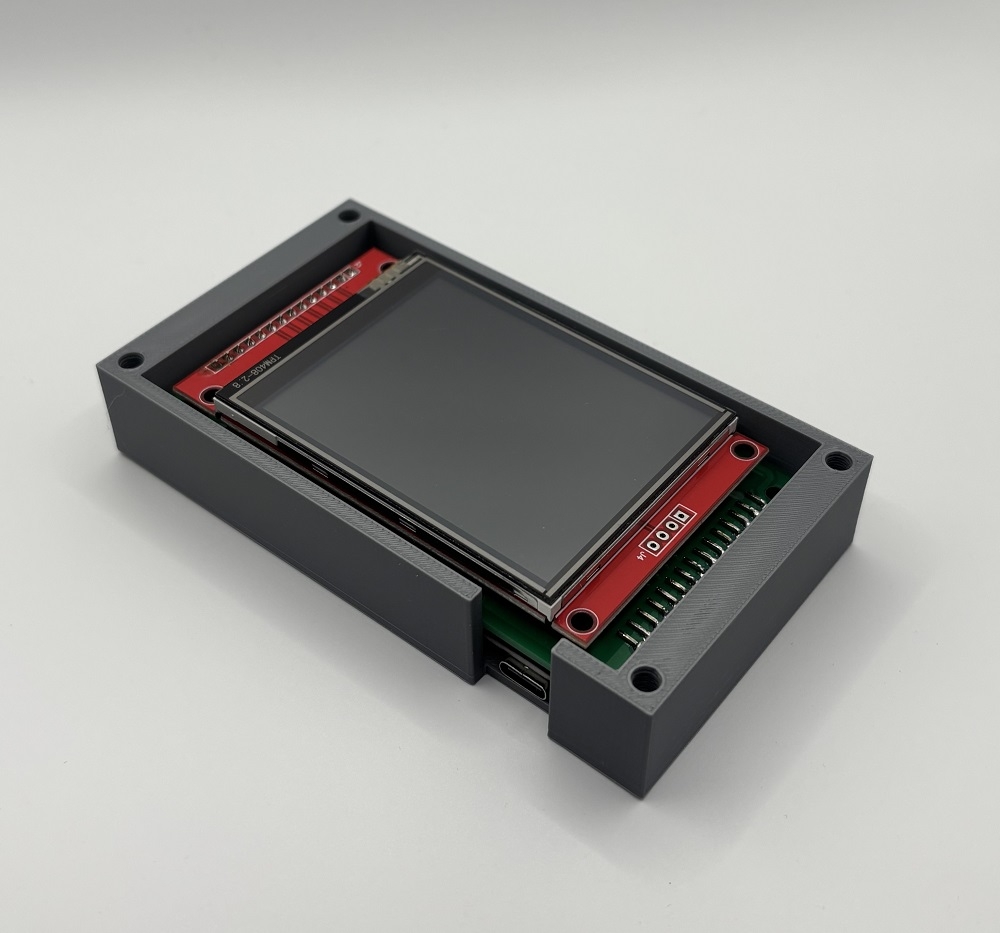
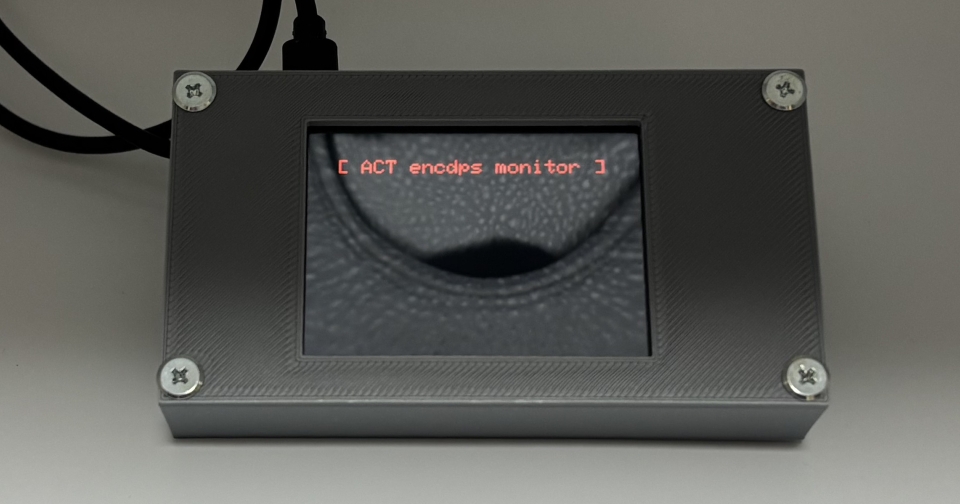
電子回路を収めたところです。
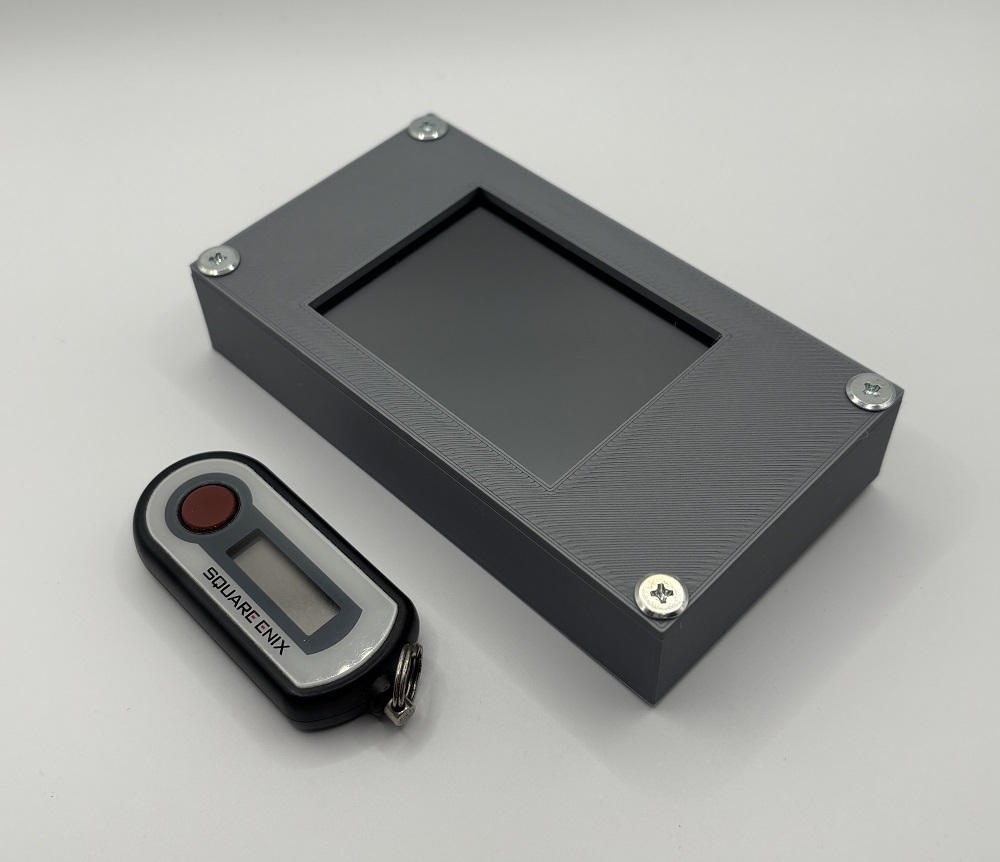
液晶モニターが2.8インチなので、極力小さくなるように設計してこんな感じになりました。
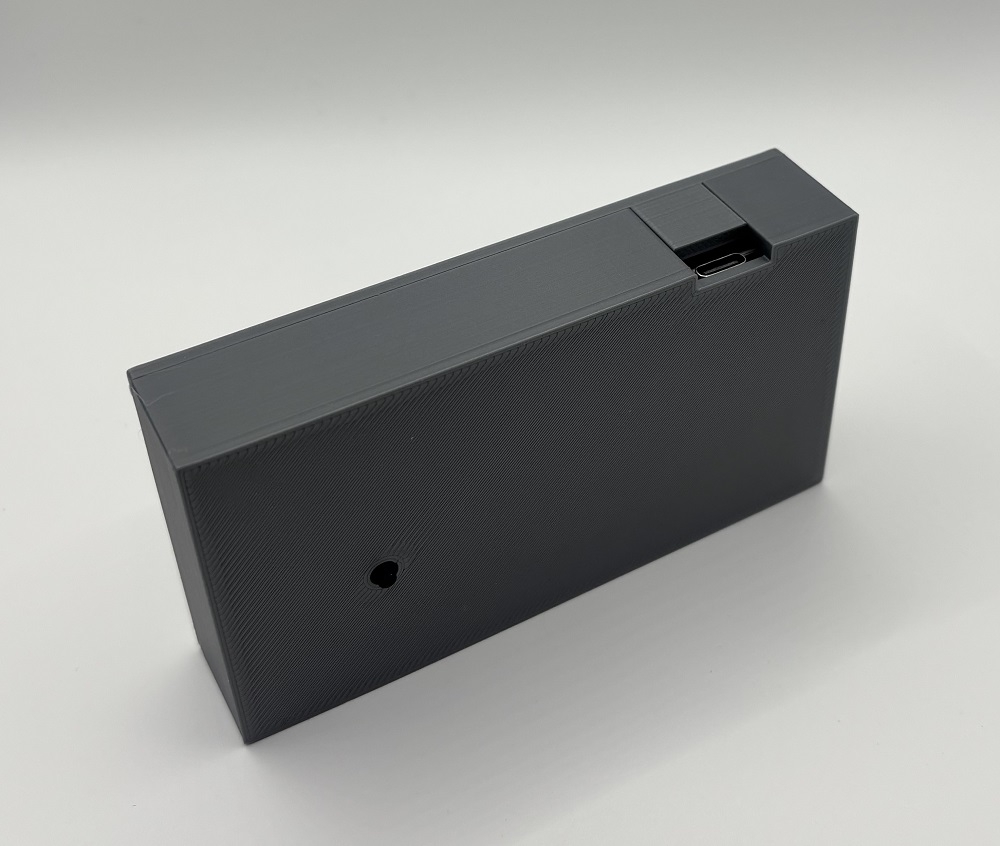
USB-Cコネクタ用の開口部と裏面のタクトスイッチの様子です。
タクトスイッチの頭が1mmぐらい飛び出すようにしています。
最低限揃えておくべき3Dプリンタ用周辺機器
Bambu Lab A1 miniは、初心者でも箱出しのまますぐに実用的な造形物を出力できる優れた商品ではありますが、運用にあたっては本体のみで他のオプションは一切必要無いのか?というと、答えはノーです。
3Dプリンタ用のオプション機器というのは色々発売されているのですが、最低限これだけは揃えておきたい、本当に必要なオプションはこれ、という物に絞って紹介します。
三口コンセント変換プラグ
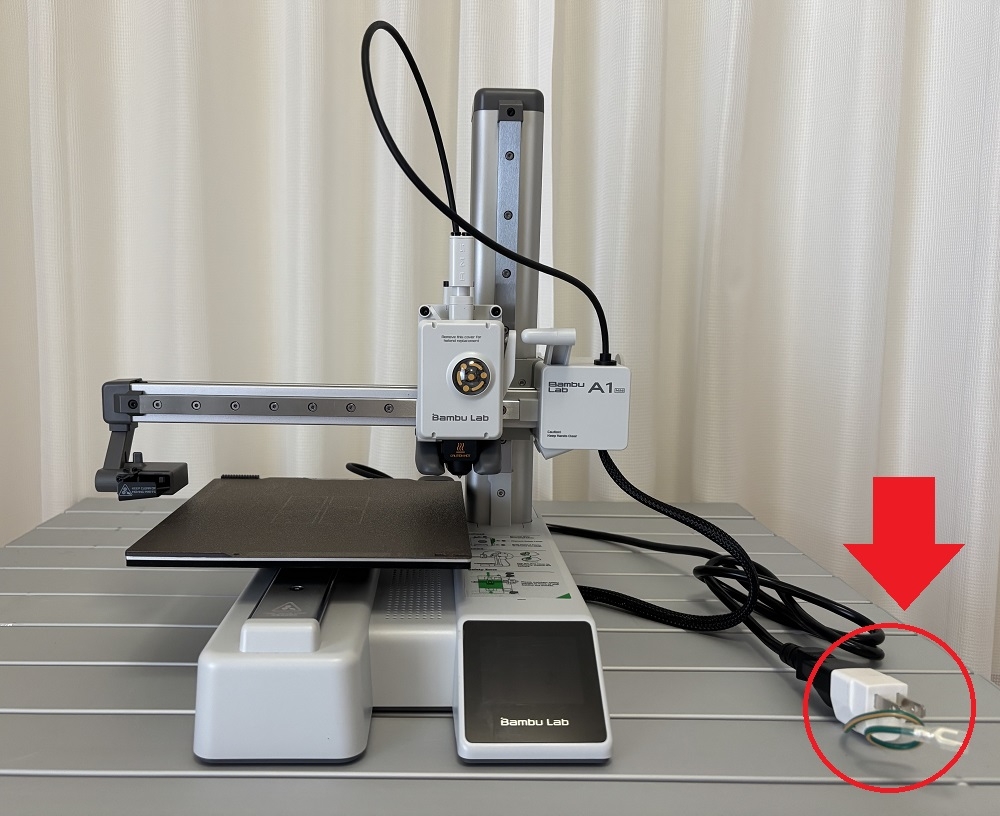
Bambu Lab A1 miniの電源プラグは三口です。
三口のコンセントがあるという方はそのまま繋げば良いのですが、二口のコンセントしか無い場合は三口→二口変換プラグが必要です。
これぐらい本体に付属して欲しいところですが、付属していません。
三口のテーブルタップか、変換プラグのいずれかが無いと電源を入れる事すらできないので、これは必須と言えるでしょう。
Bambu 常温プレート SuperTack
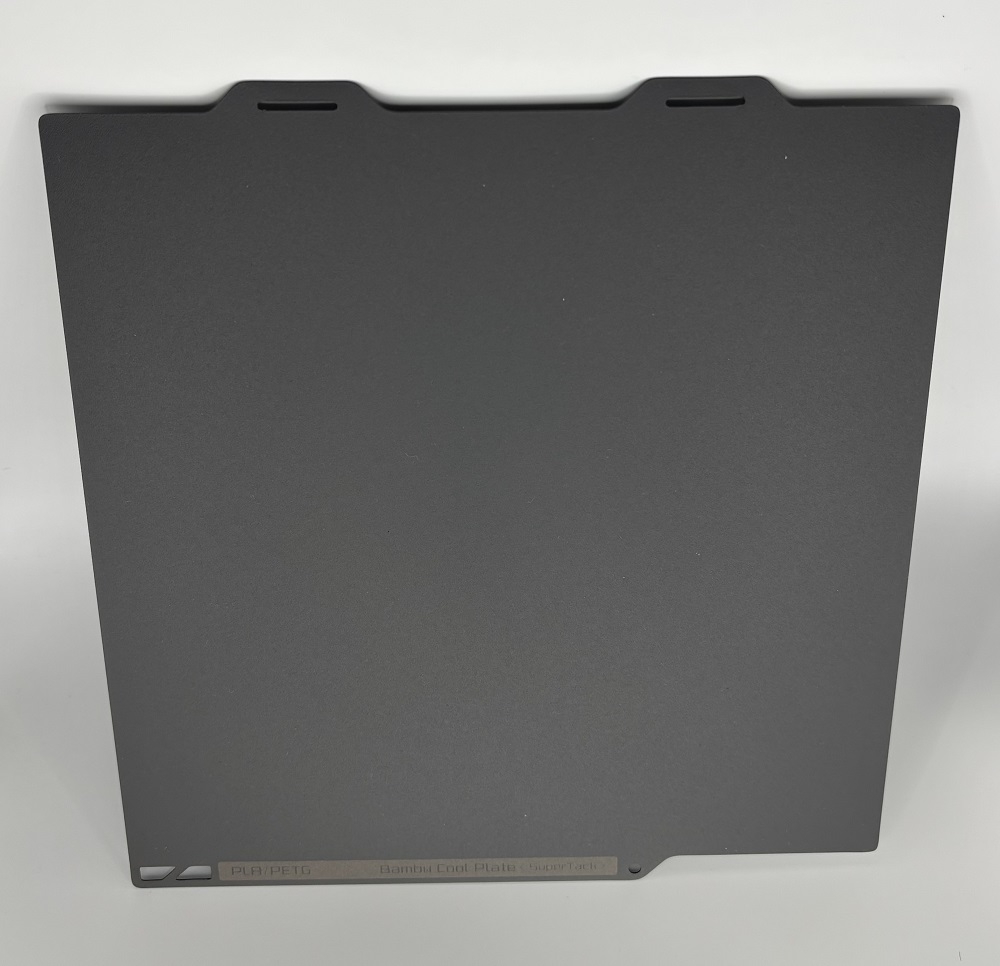
これは何かというと、造形物が出力される台の部分でプレートと呼ばれる物です。
強力な磁石となっていて、本体の台座部分にベタッと貼り付けて使います。
FDM方式のプリンタは、このプレートの上に熱で溶かした樹脂を0.*mmという単位でうす~く塗り重ねていき、立体を造形します。
本体には標準のテクスチャプレート(PEI)と呼ばれるプレートが付属しており、これでも出力は可能です。
しかし、FDM方式の弱点として、広い面積の平面を造形すると端の方が反ってくる、という問題があります。
熱で溶かした樹脂がプレート上で冷えて固形化する際に僅かに収縮するのが積もり積もって…というのが原因のようです。
この問題はプレートの材質や表面加工を工夫することで解決することができ、各社、色々な特徴のプレートをオプションパーツとして販売しています。
Super TackはA1 miniに対応したプレートで、この反り問題を解決してくれる製品です。
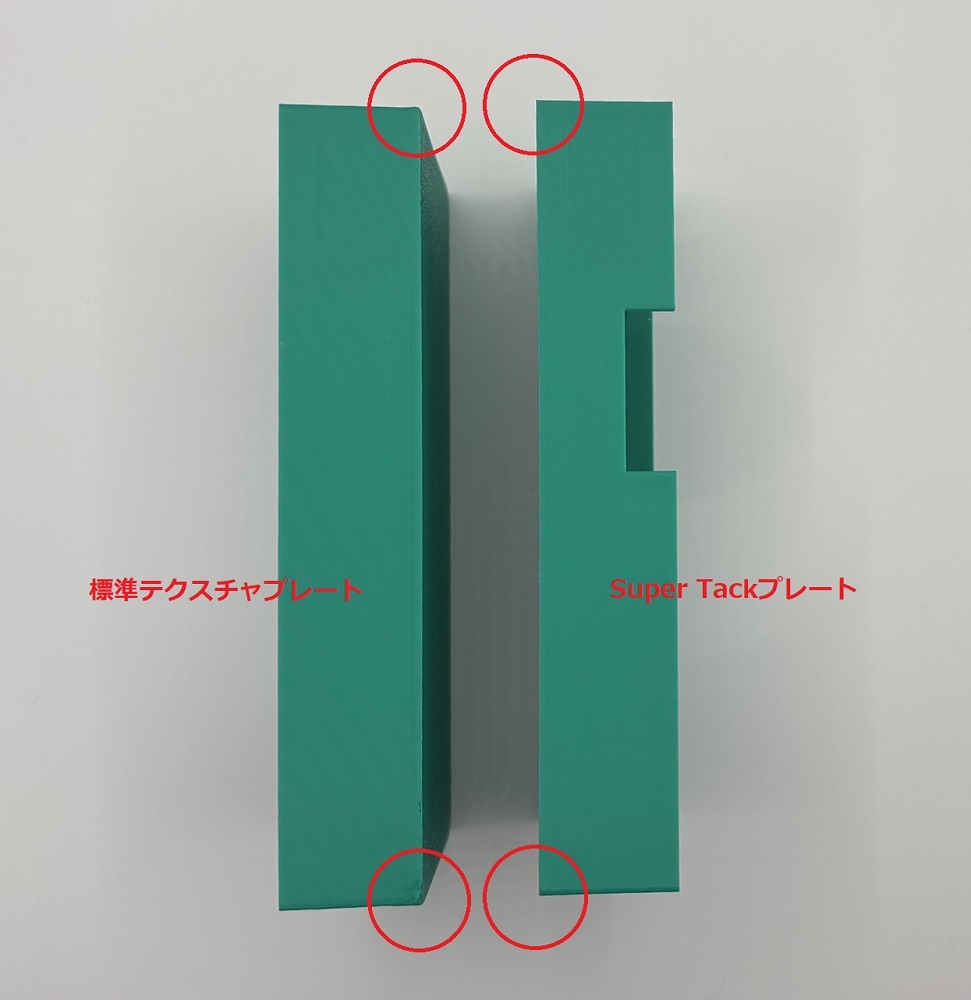
左が標準のテクスチャプレートで出力したもの、右がSuper Tackで出力したものです。
標準プレートでは底面の端がわずかに反っており、完全な平面ではないのが分かると思います。
対してSuper Tackを使用した方は、完璧な平面になっており、反りは一切見られません。
このSuper TackプレートはBambu Lab公式の製品で、値段も\3,000ちょっとです。
Amazon等では売っておらず、Bambu Lab公式通販ページからしか買うことができないのがちょっと不便ですが、明らかに造形物のクオリティが上がるので、ほぼ必須と言っていいオプションパーツだと思います。
注意点として、このSuper Tackプレート、反り問題が解決するのはいいんですが、プリントした造形物をプレートから剝がすのが一苦労です。
反りを防ぐためには樹脂がしっかりプレートにくっつく必要があり、結果として出力が完了した後にプレートから剥がそうとしてもなかなか剝がれません。
標準テクスチャプレートの場合は、ちょっとプレートを曲げれば簡単に剥がれるのですが、Super Tackを使うと、造形物がプレートに物凄く強力にくっついていてビクともしません。
私はいつも端の方から徐々にスクレーパーをこじ入れて、気を使いながら慎重に剥がしています。
プレートは基本的に消耗品とは言え、表面に傷が付くと寿命が縮まるので気を使いますね。
なので、私は造形物のアタリをつけるテスト出力の際には標準のPEIを使用し、最終出力の時だけSuper Tackを使うという運用をしています。
エンクロージャー(プリンターの覆い)
FDM方式のプリンタを使用しているとすぐに気づくのですが、樹脂を高熱で溶かすため独特の匂いがします。
この匂いの元である化学物質はもちろん人体に良いはずはなく、有害だと言われています。
なので3Dプリンターは密閉したケースに納め、プリンター周辺の空気を換気して運用している人も多いです。
このケースはエンクロージャーという名前で市販もされており、探せば各社3Dプリンターの大きさに合わせた製品が見つかります。
プリンターをエンクロージャーで覆う事にはもう一つ、プリンター周囲の温度・湿度を一定に保つ、という意味もあります。
FDM方式のプリンターは、フィラメントと呼ばれる樹脂を溶かしてプレート上で固めるという仕様上、周囲の温度が低いと樹脂が溶けにくくなり問題が生じる事があります。
また、フィラメント自体は湿気に弱いため、湿気が高い環境だとやはり問題が生じる事があります(フィラメントが水分を吸うことで出力時に「糸引き」現象が起きる)。
エンクロージャーでプリンターを覆うことにより、外気温や湿気の影響をある程度緩和できるという事になります。
市販のエンクロージャーに関しては、それこそ値段や機能もピンキリで、ネットで検索するとDIYで理想のケースを自作している人なんかもちらほら見られます。
私は、とにかく樹脂が溶けるいかにも体に悪そうな匂いが嫌だったので、排気ファンが付属しており、外装自体は簡易な組み立て式のエンクロージャーを購入して窓際にプリンターを配置しています。

プリントの際には排気ファンを回し、窓から外へプリンタ周辺の空気を排出しています。

排気ダクトはこんな感じ。
なんかもともと別の用途のダクトを使いまわしているようなやっつけ仕事感が漂っていますね。
このエンクロージャーに関しても、3Dプリンターを安全に使用するという意味で必須かなと思います。
フィラメント乾燥機
上でも書きましたが、FDM方式で使われる樹脂、フィラメントは湿気が大敵です。
フィラメントは未開封の状態では真空パックで保護されているのですが、未開封だからと言って湿気から完全に守られているわけではないようです。
また、一度開封すれば外気に晒されるわけで、特に日本のような多湿の環境ではフィラメントが水分を吸ってしまい、出力の際にトラブルが発生する事があります。
これの対処としてフィラメントを乾燥するためのドライヤー機能付き容器が販売されています。
これもDIYで自作しているという人も多く見られますね。
フィラメントというのは1Kg単位で購入し、1度開封するとあとは水分を吸う一方です。
かといって1日で1Kg全部使い切るなんていうのはプロの業者でもない限りありえないでしょう。
となると、いざ3Dプリンターで出力しようという際に、湿気を取り除きながらプリントを行う事ができるフィラメント乾燥機もほぼ必須という事になります。
私は以下の製品を購入して運用しています。
SUNLUのこの製品は、液晶タッチパネルで操作するタイプです。
このタッチパネルでの操作方法に関してはクセが強く、最初はちょっと使いづらいと思ったのですが、慣れればそれほど問題にはなりません。
私はこの乾燥機からフィラメントをそのままA1 miniに送り出し、プリント時には乾燥機を動かした状態にしています。
1回の乾燥には5時間ぐらいかかり、タイマーで自動的に停止するので、プリント時に乾燥を開始し、後は放置していますね。
最後に
3Dプリンタに関しては、買う前は「こんなもん、どうせ使う機会なんて殆ど無いし、ただ邪魔になるだけだろう」とだいぶ躊躇していたのですが、腹を決めて購入して実際に使ってみると「こういう物も3Dプリントすれば作れるな」と、逆にアイデアが湧いてきます。
これは嬉しい誤算でしたね。
ただ、3Dモデリングができるという事が前提なので、私はLightwaveやBlenderを長いこと趣味で使っていたというのも大きいと思います。
3Dプリンタに関しては初期投資費用もPC1台組むのに比べたらはるかに安く済むので、迷っている方は思いきって1度試してみてはいかがでしょうか。